Deerfield and Roundabout Railway
LFLSRM Inc.
New Car Wheel Manufacturing
by J. G. Hook
(Scroll down for all illustrations. Captions above illustrations.)
New car wheel manufacturing as practiced at the D&R requires that the cast iron wheel blank be mounted on the turret lathe spindle in three set ups. In the following descriptions "ipr." = inches per revolution, "sfpm." = surface feet per minute and "rpm." = revolutions per minute.
First set up for operations to perform hole drilling, inside flange facing, back hub facing, hole boring and hole reaming on 13 inch "Sheldon" gear head lathe equipped with six position hand feed turret attachment, cross slide twin tool bit holder and scroll chuck. Average first set up production rate 16 wheels per hour.
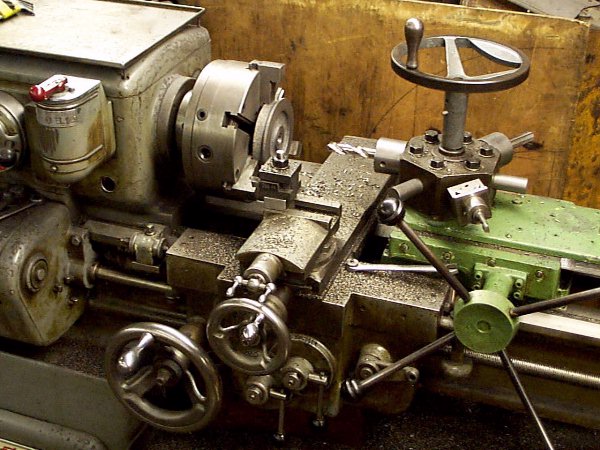
First operation. Mounting rough cast iron wheel blank on chuck and starting lathe.

Second operation. Hole drilling with 21/32 inch diameter high speed steel "stub" twist drill mounted on turret. Spindle speed 370 rpm., 64 sfpm., turret hand feed.

Third operation. Tandem facing of back of the flange and back hub with brazed carbide tool bits mounted on tool post mounted on lathe compound slide using lathe power cross feed. The cross slide is moved to a position where the outside tool bit will clear both the chuck jaws and the rough casting. The carriage is then moved to the left carriage stop and locked. The power cross feed is then engaged. Adjustment of the left carriage stop simultaneously controls the depth of cut of both tool bits.
